PPS管件生產(chǎn)廠家歡迎您的訪問

PPS管件生產(chǎn)廠家歡迎您的訪問

本藍(lán)環(huán)保銷售經(jīng)理
阻燃管焊接后的冷卻處理:關(guān)鍵工2025-09-03
阻燃管打樁及焊接工作的異常情況2025-09-03
PP阻燃方管:通風(fēng)系統(tǒng)中的理想之2025-09-03
PP阻燃方管鋪設(shè)前的防凍措施:保2025-08-27
PP阻燃方管組裝成型中的坡度一致2025-08-27
PP阻燃方管接頭處老化磨損情況深2025-08-27
阻燃管焊接接縫操作全解析:安全2025-09-03
PP阻燃方管連接及鋪設(shè)方法詳解2025-08-27
PPS阻燃風(fēng)管塑性加工中的曲折之路2025-08-19
阻燃管超濾膜裝置及壓差作用解析2025-08-11
阻燃管沖洗試驗(yàn)及施工設(shè)計(jì)規(guī)定:2025-08-11
PVC方管原料生產(chǎn)及市場定位需求深2025-08-04
PRODUCT CENTER
NEWS
CONTACT US
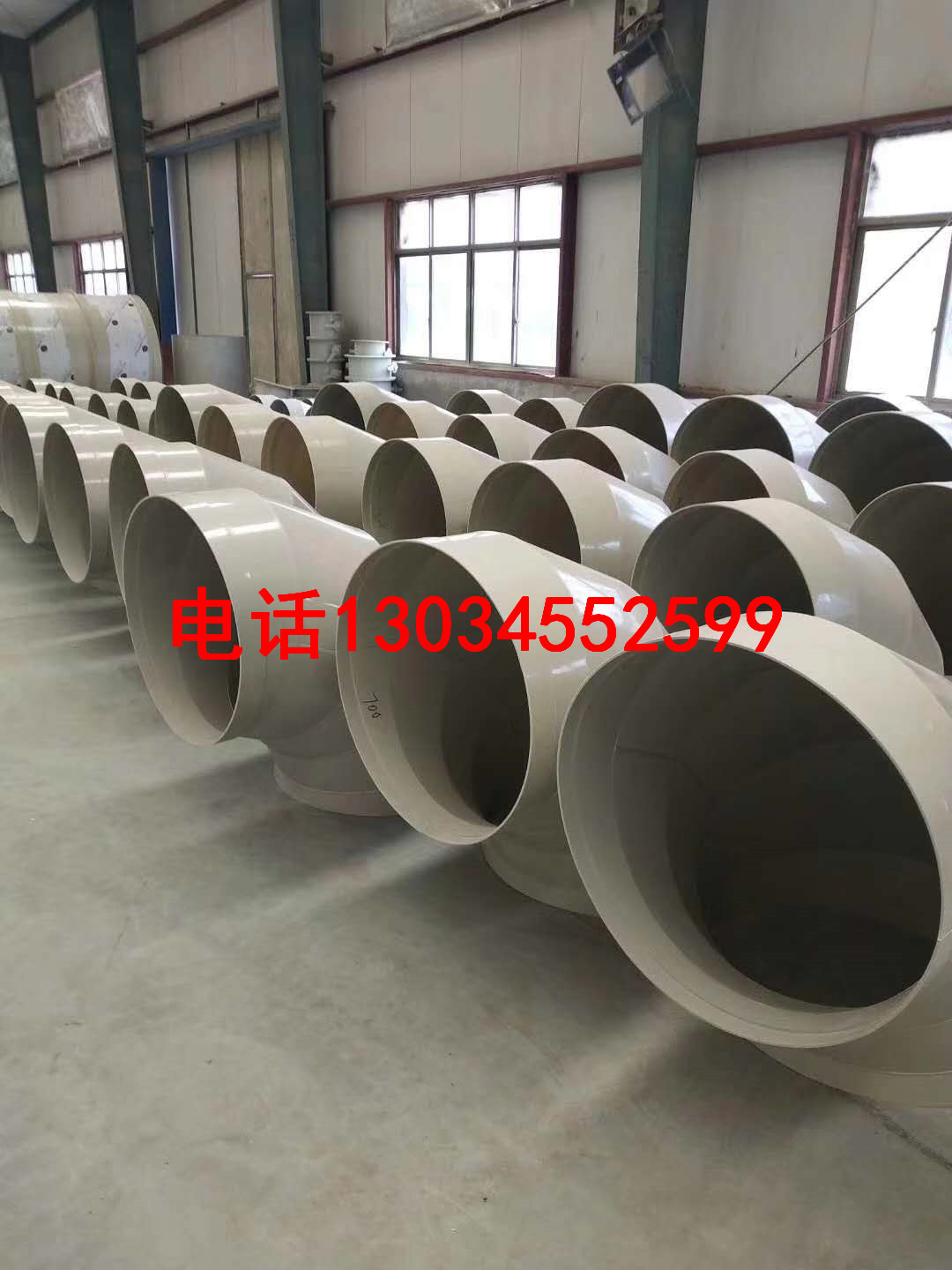
手 機(jī): 13034552599
電 話:0530-8508508
傳 真:0530-8587555
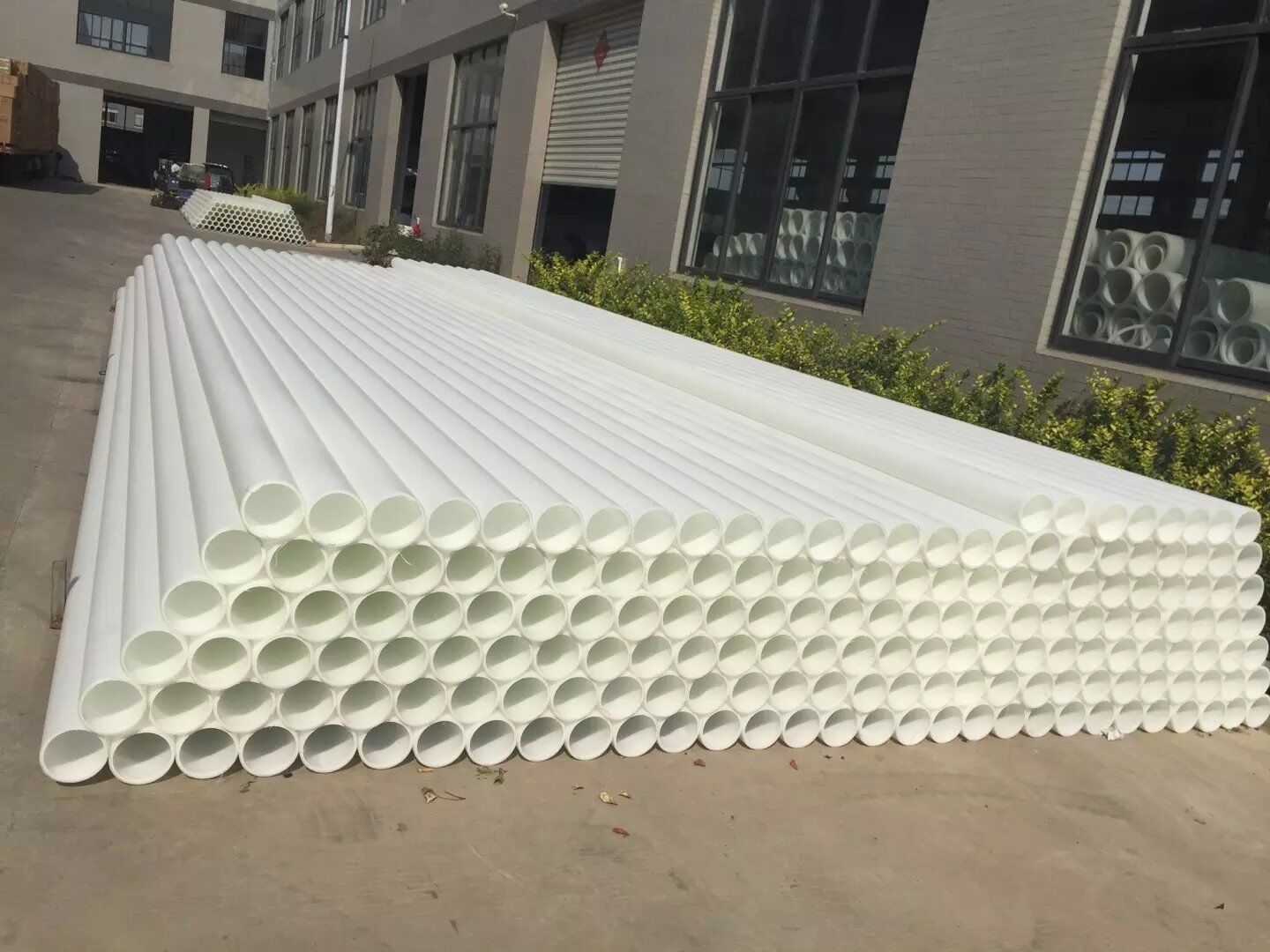
主 營:PP管,PPS板材,PP管件
地 址:山東省巨野縣中小企業(yè)孵化園





 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部